
{kind=link}
Soudage TIG
Contexte des ??coles Wikip??dia
SOS Enfants a essay?? de rendre le contenu plus accessible Wikipedia par cette s??lection des ??coles. Parrainage d'enfants aide les enfants du monde en d??veloppement ?? apprendre aussi.

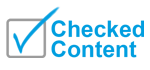
arc de tungst??ne soudage ?? gaz (GTAW), ??galement connu sous gaz inerte de tungst??ne (TIG), est un processus de soudage ?? l'arc qui utilise un non consommable de tungst??ne ??lectrode pour produire la soudure . La zone de soudure est prot??g?? contre la contamination atmosph??rique par un inerte le gaz de protection ( argon ou h??lium ), et un m??tal d'apport est normalement utilis??, bien que certaines soudures, connus sous le nom soudures autog??nes, ne l'exigent pas. Un courant constant soudage alimentation produit de l'??nergie qui est conduit ?? travers l'arc ?? travers une colonne de gaz fortement ionis?? et les vapeurs m??talliques connus comme plasma .
TIG est le plus couramment utilis?? pour souder les sections minces de acier inoxydable et de m??taux non ferreux tels que l'aluminium , le magn??sium et le cuivre alliages. Le processus accorde ?? l'op??rateur un contr??le accru sur la soudure que les proc??d??s concurrents tels que m??tal blind?? soudage ?? l'arc et m??tallique de gaz soudage ?? l'arc , permettant plus forts, les soudures de qualit?? sup??rieure. Cependant, TIG est relativement plus complexe et difficile ?? ma??triser, et en outre, il est nettement plus lent que la plupart des autres techniques de soudage. Un proc??d?? apparent??, soudage ?? l'arc plasma, utilise une torche de soudage l??g??rement diff??rent pour cr??er un arc de soudage plus concentr?? et en cons??quence est souvent automatis??e.
D??veloppement
Apr??s la d??couverte de la arc ??lectrique en 1800 par Humphry Davy , soudage ?? l'arc se est d??velopp?? lentement. CL Coffin a eu l'id??e de la soudure dans une atmosph??re de gaz inerte en 1890, mais m??me dans le d??but du 20e si??cle, soudage des mat??riaux non-ferreux comme l'aluminium et le magn??sium est rest?? difficile, parce que ces m??taux ont r??agi rapidement avec l'air, r??sultant en poreuse et soudures scories rempli. Les proc??d??s utilisant des ??lectrodes de flux couvert ne prot??gent pas de fa??on satisfaisante la zone de soudure de la contamination. Pour r??soudre le probl??me, des gaz inertes en bouteille ont ??t?? utilis??s au d??but des ann??es 1930. Quelques ann??es plus tard, un actuelle, proc??d?? de soudage sous protection gazeuse directe ??merg?? dans l'industrie a??ronautique pour le soudage magn??sium.
Ce processus a ??t?? perfectionn?? en 1941, et est devenu connu comme heliarc ou de tungst??ne soudage au gaz inerte, car il utilise une ??lectrode en tungst??ne et d'h??lium comme gaz de protection. Dans un premier temps, l'??lectrode rapidement surchauff??, et en d??pit de tungst??ne de haute temp??rature de fusion , des particules de tungst??ne ont ??t?? transf??r??s ?? la soudure. Pour r??soudre ce probl??me, la polarit?? de l'??lectrode a ??t?? chang?? de positif ?? n??gatif, mais ce fait impropre ?? de nombreux mat??riaux de soudage non ferreux. Enfin, le d??veloppement du courant alternatif unit??s a permis de stabiliser l'arc et de produire des soudures aluminium et de magn??sium de haute qualit??.
D??veloppements ont continu?? au cours des d??cennies suivantes. Linde Air Products a d??velopp?? torches refroidies ?? l'eau qui ont contribu?? ?? ??viter la surchauffe lors du soudage avec des courants ??lev??s. En outre, au cours des ann??es 1950, le processus continue ?? gagner en popularit??, certains utilisateurs se sont tourn??s vers le dioxyde de carbone en tant qu'alternative ?? l'atmosph??re de soudage plus co??teux consistant en l'argon et l' h??lium . Cependant, cela se est av??r?? inacceptable pour soudage de l'aluminium et du magn??sium, car il r??duit la qualit?? des soudures, et de ce fait, il est rarement utilis?? avec GTAW aujourd'hui.
En 1953, un nouveau processus bas?? sur TIG a ??t?? d??velopp??e, appel??e soudage ?? l'arc de plasma. Il offre plus de contr??le et am??liore la qualit?? de la soudure en utilisant une buse de se concentrer l'arc ??lectrique, mais est en grande partie limit??e aux syst??mes automatis??s, alors que TIG reste avant tout une m??thode manuelle, tenu ?? la main. D??veloppement dans le processus de soudage TIG a continu?? ainsi, et aujourd'hui un certain nombre de variations exister. Parmi les plus populaires sont le courant puls??, programm??, ?? fil chaud manuel, dabber, et l'augmentation des m??thodes de p??n??tration de TIG.
Op??ration
Gaz manuel ?? l'arc de tungst??ne soudage est souvent consid??r?? comme le plus difficile de tous les proc??d??s de soudage couramment utilis??s dans l'industrie. Parce que le soudeur doit maintenir une longueur d'arc court, le plus grand soin et la comp??tence sont n??cessaires pour ??viter tout contact entre l'??lectrode et la pi??ce. Semblable ?? la torche de soudage, TIG exige normalement deux mains, car la plupart des applications n??cessitent que le soudeur alimenter manuellement un m??tal d'apport dans la zone de soudure avec une main tout en manipulant la torche de soudage dans l'autre. Cependant, certaines soudures combinant des mat??riaux minces (connu sous le nom soudures autog??nes ou de fusion) peuvent ??tre accomplies sans m??tal d'apport; notamment c??t??, coin et le cul articulations.
Pour frapper l'arc de soudage, un g??n??rateur ?? haute fr??quence (semblable ?? un Tesla bobine) fournit une ??tincelle ??lectrique; cette ??tincelle est un chemin conducteur pour le courant de soudage ?? travers le gaz de protection et permet ?? l'arc ?? ??tre engag??e tandis que l'??lectrode et la pi??ce ?? usiner sont s??par??es, typiquement d'environ 1,5 ?? 3 mm (de 0,06 ?? 0,12 in) de l'autre. Cette haute tension, haute fr??quence rafale peut ??tre dommageable pour certains syst??mes ??lectriques et ??lectroniques des v??hicules, car des tensions induites sur le c??blage du v??hicule peuvent aussi provoquer de petites ??tincelles conducteurs dans le c??blage du v??hicule ou dans un emballage de semi-conducteurs. alimentation 12V du v??hicule peut effectuer sur ces chemins ionis??s, pouss??s par la batterie haute actuelle v??hicule 12V. Ces courants peuvent ??tre suffisamment destructrice pour d??sactiver le v??hicule; ainsi l'avertissement de d??connecter la batterie du v??hicule ?? la fois 12 et la terre avant d'utiliser l'??quipement de soudage sur les v??hicules.
Une autre fa??on de lancer l'arc est le "d??but de z??ro". Gratter l'??lectrode contre le travail sous tension sert ??galement ?? frapper un arc, de la m??me mani??re que SMAW (??coller??) soudage ?? l'arc. Cependant, z??ro d??part peut entra??ner la contamination de la soudure et de l'??lectrode. Certains ??quipements de soudage TIG est capable d'un mode appel?? "d??but touch" ou "lift arc"; ici l'??quipement r??duit la tension sur l'??lectrode de quelques volts seulement, avec une limite de courant d'un ou de deux amp??res (bien en dessous de la limite qui provoque le transfert de m??tal et de la contamination de la soudure ou de l'??lectrode). Lorsque l'??quipement de soudage TIG d??tecte que l'??lectrode ait quitt?? la surface et une ??tincelle est pr??sente, imm??diatement (quelques microsecondes) augmente la puissance, la conversion de l'??tincelle ?? un arc plein.
Une fois que l'arc est amorc??, le soudeur d??place la torche dans un petit cercle pour cr??er un bain de fusion, dont la taille d??pend de la taille de l'??lectrode et la quantit?? de courant. Tout en maintenant un ??cartement constant entre l'??lectrode et la pi??ce ?? usiner, l'op??rateur d??place alors la torche et se incline l??g??rement vers l'arri??re sur elle 10-15 degr??s de la verticale. M??tal d'apport est ajout??e manuellement ?? l'extr??mit?? avant du bain de fusion comme cela est n??cessaire.
Soudeurs d??veloppent souvent une technique d'alterner rapidement entre en d??pla??ant le chalumeau avant (pour avancer la piscine de soudure) et en ajoutant m??tal d'apport. La tige de remplissage est retir?? du bain de fusion ?? chaque fois que l'??lectrode avance, mais il ne est jamais enlev??e de la protection gazeuse pour emp??cher l'oxydation de sa surface et de la contamination de la soudure. tiges de remplissage constitu??s de m??taux ?? faible temp??rature de fusion, tels que l'aluminium, exigent que l'op??rateur de maintenir une certaine distance de l'arc tout en restant ?? l'int??rieur de la protection gazeuse. Si tenue trop pr??s de l'arc, la tige de remplissage peut fondre avant de prendre contact avec le bain de fusion. Comme la soudure est presque termin??e, le courant d'arc est souvent r??duite progressivement pour permettre le crat??re de soudure se solidifier et ?? pr??venir la formation de fissures de crat??re ?? la fin de la soudure.
S??curit??
Comme d'autres proc??d??s de soudage ?? l'arc, TIG peut ??tre dangereux si les pr??cautions ad??quates ne sont pas prises. Les soudeurs portent v??tements de protection, y compris lourde cuir des gants et vestes de protection ?? manches longues, d'??viter l'exposition ?? la chaleur et les flammes extr??me. En raison de l'absence de fum??e de soudage TIG, l'arc ??lectrique peut sembler plus lumineux que dans blind?? soudage ?? l'arc de m??tal , ce qui rend particuli??rement sensibles aux op??rateurs arc yeux et la peau pas la diff??rence les coups de soleil. Casques avec plaques frontales sombres sont port??s pour emp??cher cette exposition ?? la lumi??re ultraviolette , et ces derni??res ann??es, de nouveaux casques comportent souvent un cristal liquide plaque de face de type que l'auto-assombrit lors de l'exposition ?? des quantit??s ??lev??es de la lumi??re UV. Rideaux de soudure transparent, en un film de chlorure de polyvinyle plastique, sont souvent utilis??s pour prot??ger les travailleurs et les personnes pr??sentes ?? proximit?? de l'exposition ?? la lumi??re UV de l'arc ??lectrique.
Les soudeurs sont ??galement souvent expos??s ?? des gaz dangereux et la mati??re particulaire. Tandis que la fum??e ne est pas produite, la luminosit?? de l'arc TIG dans l'air peut causer ?? d??composer et former entourant l'ozone . De m??me, la luminosit?? et la chaleur peuvent causer des ??manations toxiques pour former ?? partir de mat??riaux de nettoyage et de d??graissage. Les op??rations de nettoyage ?? l'aide de ces agents ne devraient pas ??tre effectu??es pr??s du site de soudage, et une ventilation ad??quate est n??cessaire pour prot??ger le soudeur.
Applications
Alors que l'industrie a??rospatiale est l'un des principaux utilisateurs de Soudage TIG, le proc??d?? est utilis?? dans un certain nombre d'autres domaines. De nombreuses industries utilisent TIG pour le soudage de pi??ces minces, en particulier les m??taux non ferreux. Il est largement utilis?? dans la fabrication de v??hicules spatiaux, et est ??galement fr??quemment utilis?? pour souder de faible diam??tre, des tubes ?? paroi mince tels que ceux utilis??s dans l'industrie du cycle. En outre, TIG est souvent utilis?? pour faire root ou de premier passage soudures pour la tuyauterie de diff??rentes tailles. En travaux d'entretien et de r??paration, le processus est couramment utilis?? pour r??parer les outils et meurt, en particulier des composants en aluminium et de magn??sium. ??tant donn?? que le m??tal de soudure ne est pas transf??r??e directement ?? travers l'arc ??lectrique comme la plupart des proc??d??s de soudage ?? arc ouvert, un vaste assortiment de m??tal d'apport de soudage est disponible ?? l'ing??nieur de soudage. En fait, aucun autre processus de soudage permet le soudage des alliages tant dans les configurations de produit tant. Remplissage des alliages m??talliques, tels que l'aluminium et le chrome ??l??mentaire, peuvent ??tre perdus ?? travers l'arc ??lectrique ?? partir de volatilisation. Cette perte ne se produit pas avec le proc??d?? TIG. Parce que les soudures r??sultant aient la m??me int??grit?? chimique que le m??tal de base d'origine ou correspondent aux m??taux de base de plus pr??s, soudures TIG sont tr??s r??sistants ?? la corrosion et ?? la fissuration sur des p??riodes longues, TIG est la proc??dure de soudage de choix pour les op??rations de soudage critiques comme ??tanch??it?? pass?? les cartouches de combustible nucl??aire avant l'enterrement.
Qualit??

Soudage TIG, car il offre plus de contr??le sur la zone de soudure que les autres proc??d??s de soudage, peut produire des soudures de haute qualit?? lorsqu'elle est effectu??e par des op??rateurs qualifi??s. Qualit?? de la soudure maximale est assur??e par le maintien de la propret??-tout l'??quipement et les mat??riaux utilis??s doivent ??tre exempt d'huile, de l'humidit??, la poussi??re et autres impuret??s, car ceux-ci provoquent la porosit?? soudure et par cons??quent une diminution de la r??sistance de la soudure et de la qualit??. Pour enlever l'huile et la graisse, de l'alcool ou des solvants commerciales similaires peuvent ??tre utilis??s, tandis que d'une brosse m??tallique en acier inoxydable ou proc??d?? chimique peuvent ??liminer les oxydes de la surface des m??taux comme l'aluminium. Rouille sur aciers peut ??tre ??limin?? par la premi??re grenaillage la surface, puis en utilisant une brosse m??tallique pour enlever les grains int??gr??. Ces ??tapes sont particuli??rement importantes lorsque polarit?? n??gative en courant continu est utilis??, car une telle alimentation fournit pas de nettoyage pendant le processus de soudage, contrairement ?? polarit?? positive courant continu ou alternatif. Pour maintenir un bain de fusion propre pendant le soudage, le flux de gaz de protection doit ??tre suffisante et constante afin que le gaz couvre la soudure et bloque les impuret??s pr??sentes dans l'atmosph??re. TIG dans les environnements venteux ou des courants d'air augmente la quantit?? de gaz de protection n??cessaire pour prot??ger la soudure, ce qui augmente le co??t et de rendre le processus impopulaire ?? l'ext??rieur.
Le niveau de l'apport de chaleur affecte ??galement la qualit?? de la soudure. Faible apport de chaleur, provoqu??e par le courant de soudage ou de faible vitesse de soudage ??lev??e, on risque de limiter la p??n??tration et le cordon de soudure pour soulever l'??cart de la surface ?? souder. Se il est trop apport de chaleur, toutefois, le cordon de soudure se d??veloppe en largeur alors que le risque de p??n??tration excessive et l'augmentation des ??claboussures. En outre, si la torche de soudage est trop loin de la pi??ce du gaz de protection devient inefficace provoquant porosit?? dans la soudure. Cela se traduit par une soudure avec des trous d'??pingle, qui est plus faible qu'une soudure typique.
Si la quantit?? de courant utilis??e est sup??rieure ?? la capacit?? de l'??lectrode, des inclusions de tungst??ne dans la soudure peuvent en r??sulter. Connu comme le tungst??ne cracher, il peut ??tre identifi?? avec radiographie et emp??ch?? en changeant le type d'??lectrode ou d'augmenter le diam??tre de l'??lectrode. En outre, si l'??lectrode ne est pas bien prot??g?? par le bouclier de gaz ou de l'op??rateur permet accidentelle ?? contacter le m??tal en fusion, il peut devenir sale ou contamin??. Cela provoque souvent l'arc de soudage ?? devenir instable, ce qui n??cessite que l'??lectrode ??tre broy?? avec un abrasif en diamant pour ??liminer l'impuret??.
??quipement


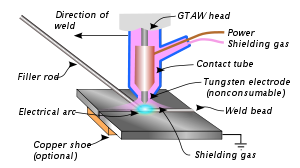
Le mat??riel n??cessaire pour le fonctionnement arc de tungst??ne de gaz de soudage comprend une torche de soudage utilisant une ??lectrode non consommable en tungst??ne, une alimentation de courant de soudage constant et une source de gaz de protection.
Torche de soudage
Torches de soudage TIG sont con??us pour un fonctionnement automatique ou manuel et sont ??quip??es de syst??mes de refroidissement utilisant de l'air ou de l'eau. Les torches automatiques et manuelles sont similaires dans la construction, mais le flambeau manuel dispose d'une poign??e alors que la torche automatique vient normalement avec un montage en rack. L'angle entre l'axe de la poign??e et l'axe de l'??lectrode en tungst??ne, connu sous l'angle de la t??te, peut ??tre vari?? sur certaines des torches manuelles selon la pr??f??rence de l'op??rateur. les syst??mes de refroidissement de l'air sont le plus souvent utilis??es pour des op??rations ?? courant faible (jusqu'?? environ 200 A), tandis que l'eau de refroidissement est n??cessaire pour le soudage ?? courant ??lev?? (jusqu'?? environ 600 A). Les torches sont reli??s par des c??bles ?? la source d'alimentation et avec des tuyaux ?? la source de gaz de protection et lorsqu'il est utilis??, l'alimentation en eau.
Les pi??ces m??talliques internes d'une torche sont en alliage de cuivre dur ou laiton afin de transmettre la chaleur actuelle et efficace. L'??lectrode de tungst??ne doit ??tre maintenu fermement dans l'axe de la torche avec une taille appropri??e Collet, et les ports autour de l'??lectrode fournissent un flux constant de gaz de protection. Pinces de serrage sont dimensionn??s en fonction du diam??tre de l'??lectrode en tungst??ne qu'ils occupent. Le corps de la torche est faite de r??sistant ?? la chaleur, des mati??res plastiques recouvrant les composants m??talliques, assurant une isolation de la chaleur et de l'??lectricit?? ?? prot??ger le soudeur isolant.
La taille de la buse de torche de soudage d??pend de la quantit?? de zone prot??g??e souhait??e. La taille de la buse de gaz d??pend du diam??tre de l'??lectrode, la configuration de joint, et la disponibilit?? de l'acc??s ?? l'articulation de la soudeuse. Le diam??tre int??rieur de la buse est de pr??f??rence au moins trois fois le diam??tre de l'??lectrode, mais il n'y a pas de r??gles. La soudeuse se juger de l'efficacit?? du blindage et d'augmenter la taille de la buse pour augmenter la zone prot??g??e par la protection gazeuse externe au besoin. La buse doit ??tre r??sistant ?? la chaleur et donc est normalement r??alis?? en alumine ou en un mat??riau c??ramique, mais quartz fondu, une substance ressemblant ?? du verre, offre une plus grande visibilit??. Les appareils peuvent ??tre ins??r??s dans la buse pour des applications sp??ciales, telles que des lentilles ou des vannes de gaz pour am??liorer le contr??le de blindage ??coulement de gaz pour r??duire la turbulence et l'introduction d'atmosph??re contamin??e dans la zone prot??g??e. commutateurs de main pour contr??ler le courant de soudage peuvent ??tre ajout??s aux manuels torches TIG.
Source de courant
tungst??ne soudage ?? l'arc sous gaz utilise une source d'alimentation ?? courant constant, ce qui signifie que le courant (et donc de la chaleur) reste relativement constant, m??me si la distance de l'arc et la tension changement. Ceci est important car la plupart des applications de soudage TIG semi-automatique ou manuel sont, n??cessitant que l'op??rateur tient la torche. Le maintien d'une distance appropri??e de l'arc stable est difficile si une source d'alimentation ?? tension constante est utilis??e ?? la place, car il peut provoquer des variations consid??rables de chaleur et faire soudage plus difficile.

La polarit?? pr??f??r??e du syst??me de soudage TIG d??pend largement du type de m??tal ?? souder. Le courant continu avec une ??lectrode charg??e n??gativement (DCEN) est souvent utilis??e pour le soudage des aciers , le nickel , le titane et d'autres m??taux. Il peut ??galement ??tre utilis?? en soudage TIG automatique d'aluminium ou de magn??sium lorsque l'h??lium est utilis?? comme gaz de protection. L'??lectrode charg??e n??gativement g??n??re de la chaleur par l'??mission d'??lectrons qui se d??placent ?? travers l'arc, ce qui provoque l'ionisation thermique du gaz de protection et d'augmenter la temp??rature du mat??riau de base. Le gaz ionis?? se ??coule vers le blindage de l'??lectrode, et non la mati??re de base, ce qui peut permettre de construire des oxydes sur la surface de la soudure. Le courant continu avec une ??lectrode charg??e positivement (DCEP) est moins fr??quent, et est principalement utilis?? pour les soudures peu profondes depuis moins de chaleur est g??n??r??e dans le mat??riau de base. Au lieu de se ??couler ?? partir de l'??lectrode sur le mat??riau de base, comme dans DCEN, les ??lectrons vont l'autre sens, ce qui provoque l'??lectrode d'atteindre des temp??ratures tr??s ??lev??es. Pour l'aider ?? maintenir sa forme et ??viter le ramollissement, une ??lectrode plus grande est souvent utilis??. Comme le flux d'??lectrons vers l'??lectrode, le gaz ionis?? de blindage reflue vers le mat??riau de base et le nettoyage de la soudure par l'??limination des oxydes et autres impuret??s et ainsi am??liorer la qualit?? et l'aspect.
Actuelle, couramment utilis?? pour le soudage aluminium et de magn??sium manuellement ou semi-automatiquement en alternance, combine les deux courants directs en faisant l'??lectrode et base mat??rielle alternent entre charge positive et n??gative. Cela provoque le flux d'??lectrons de passer directions constamment, emp??chant l'??lectrode en tungst??ne de la surchauffe tout en maintenant la chaleur dans le mat??riau de base. les oxydes de surface sont encore ??limin??s au cours de la partie d'??lectrode positive du cycle et le m??tal de base est chauff?? plus fortement au cours de la partie d'??lectrode n??gative du cycle. Certaines alimentations permettent aux op??rateurs d'utiliser une alternative vague actuelle d??s??quilibr??e en modifiant le pourcentage exact de temps que le courant passe dans chaque ??tat de polarit??, leur donnant plus de contr??le sur la quantit?? de chaleur et d'action fourni par la source de puissance de nettoyage. En outre, les op??rateurs doivent se m??fier de rectification, dans lequel l'arc ne parvient pas ?? relancer comme il passe de droite polarit?? (??lectrode n??gative) pour inverser la polarit?? (??lectrode positive). Pour rem??dier au probl??me, un puissance carr?? approvisionnement d'onde peut ??tre utilis??, comme on peut tension haute fr??quence pour encourager allumage.
??lectrode
| ISO Classe | ISO Couleur | AWS Classe | AWS Couleur | Alliage |
|---|---|---|---|---|
| WP | Vert | EWP | Vert | Aucun |
| WC20 | Gris | EWCe-2 | Orange | ~ 2% CeO 2 |
| WL10 | Noir | EWLA-1 | Noir | ~ 1% La 2 O 3 |
| WL15 | Or | EWLA-1.5 | Or | ~ 1,5% de La 2 O 3 |
| WL20 | Ciel bleu | EWLA-2 | Bleu | ~ 2% de La 2 O 3 |
| WT10 | Jaune | EWTh-1 | Jaune | ~ 1% ThO 2 |
| WT20 | Rouge | EWTh-2 | Rouge | ~ 2% ThO 2 |
| WT30 | Violet | ~ 3% ThO2 | ||
| WT40 | Orange | ~ 4% ThO 2 | ||
| WY20 | Bleu | ~ 2% Y 2 O 3 | ||
| WZ3 | Brun | EWZr-1 | Brun | ~ 0,3% ZrO 2 |
| WZ8 | Blanc | ~ 0,8% de ZrO 2 |
L'??lectrode utilis??e dans GTAW est en tungst??ne ou un alliage de tungst??ne, car tungst??ne a la plus haute temp??rature de fusion parmi les m??taux purs, ?? 3422 ?? C (6192 ?? F). En cons??quence, l'??lectrode ne est pas consomm?? au cours de la soudure, bien que certains ??rosion (appel?? burn-off) peut se produire. ??lectrodes peuvent avoir une finition propre ou un terrain ??lectrodes de finition finition-propre ont ??t?? nettoy??s chimiquement, tandis que des ??lectrodes de finition du sol ont ??t?? broy?? ?? une taille uniforme et ont une surface polie, ce qui les rend optimal pour la conduction de la chaleur. Le diam??tre de l'??lectrode peut varier entre 0,5 et 6,4 millim??tres (0,02 et 0,25 pouces) et leur longueur peut varier de 75 ?? 610 millim??tres (3,0 ?? 24).
Un certain nombre d'alliages de tungst??ne ont ??t?? normalis??s par le Organisation internationale de normalisation et l'American Welding Society dans la norme ISO 6848 et AWS A5.12, respectivement, pour une utilisation dans les ??lectrodes de soudage TIG, et sont r??sum??s dans le tableau ci-contre.
- ??lectrodes en tungst??ne pur (classifi??s WP ou EWP) sont ?? usage g??n??ral et des ??lectrodes ?? faible co??t. Ils ont une r??sistance thermique pauvres et ??mission d'??lectrons. Ils trouvent une utilisation limit??e dans le soudage AC, par exemple, de magn??sium et de l'aluminium.
- Le c??rium oxyde (ou l'oxyde de c??rium) en tant qu'??l??ment d'alliage am??liore la stabilit?? et la facilit?? de d??part tout en diminuant br??lage arc. addition de c??rium ne est pas aussi efficace que le thorium mais fonctionne bien, et de c??rium ne est pas radioactif.
- Utilisation d'un alliage de lanthane oxyde (ou lanthane) a un effet similaire. L'addition de 1% de lanthane a le m??me effet que 2% de c??rium.
- Thorium oxyde (ou thorine) ??lectrodes d'alliage ont ??t?? con??us pour des applications ?? courant continu et peuvent r??sister ?? des temp??ratures un peu plus ??lev??es, tout en offrant un grand nombre des avantages d'autres alliages. Cependant, il est quelque peu radioactifs. L'inhalation de la poussi??re de pon??age thorium pendant la pr??paration de l'??lectrode est dangereux pour sa sant??. En remplacement de thori?? ??lectrodes, ??lectrodes avec de plus grandes concentrations de l'oxyde de lanthane peut ??tre utilis??. Grandes ajouts que 0,6% ne ont pas effet d'am??lioration suppl??mentaire au d??marrage d'arc, mais ils aident ?? ??mission d'??lectrons. Pourcentage plus ??lev?? de thorium rend ??galement tungst??ne plus r??sistant ?? la contamination.
- Les ??lectrodes contenant du zirconium ou de l'oxyde ( zircone) augmenter la capacit?? actuelle tout en am??liorant la stabilit?? de l'arc et le d??marrage et l'augmentation de la vie de l'??lectrode. Des ??lectrodes de tungst??ne-zirconium fondent plus facile que thorium-tungst??ne.
- En outre, les fabricants d'??lectrodes peuvent cr??er des alliages de tungst??ne alternatives avec des ajouts m??talliques sp??cifi??es, et ceux-ci sont d??sign??s par le GTE de classification dans le syst??me AWS.
M??taux d'apport sont ??galement utilis??s dans presque toutes les applications de soudage TIG, la principale exception ??tant le soudage des mat??riaux minces. Les m??taux d'apport sont disponibles avec des diam??tres diff??rents et sont faits d'une vari??t?? de mat??riaux. Dans la plupart des cas, le m??tal d'apport sous la forme d'une tige est ajout?? au bain de fusion ?? la main, mais certaines applications n??cessitent un m??tal d'apport, alimentation automatique, qui est souvent stock?? sur des bobines ou des bobines.
Gaz de protection
Comme avec d'autres proc??d??s de soudage tels que le m??tal de soudage ?? l'arc gaz, gaz de protection sont n??cessaires TIG pour prot??ger la zone de soudage de gaz atmosph??riques tels que l'azote et de l'oxyg??ne , ce qui peut causer des d??fauts de fusion, la porosit?? et le m??tal de soudure fragilisation si elles entrent en contact avec l'??lectrode, l'arc, ou le m??tal de soudure. Le gaz transf??re ??galement la chaleur de l'??lectrode en tungst??ne pour le m??tal, et il contribue d??marrer et maintenir un arc stable.
La s??lection d'un gaz de protection d??pend de plusieurs facteurs, notamment le type de mat??riau qui est soud??, la conception du joint, et l'apparence souhait??e de la soudure finale. L'argon est le gaz de protection le plus couramment utilis?? pour le soudage TIG, car elle aide ?? pr??venir les d??fauts dus ?? une longueur de l'arc variable. Lorsqu'il est utilis?? avec le courant, l'utilisation des r??sultats d'argon en haute qualit?? de la soudure et un bon aspect alternatif. Un autre gaz de protection commun, l'h??lium, est le plus souvent utilis?? pour augmenter la p??n??tration de la soudure dans un joint, afin d'augmenter la vitesse de soudage, et pour souder les m??taux ayant une haute conductivit?? thermique, comme le cuivre et l'aluminium. Un inconv??nient important r??side dans la difficult?? d'amorcer un arc avec de l'h??lium gazeux, et la qualit?? de la soudure associ??e ?? une diminution de longueur d'arc variable.
M??langes argon-h??lium sont aussi fr??quemment utilis??s dans TIG, car ils peuvent augmenter le contr??le de l'entr??e de la chaleur tout en conservant les avantages de l'utilisation de l'argon. Normalement, les m??langes sont r??alis??s essentiellement avec l'h??lium (souvent environ 75% ou plus) et un ??quilibre d'argon. Ces m??langes augmentent la vitesse et la qualit?? de la soudure AC de l'aluminium, et ??galement plus facile de frapper un arc. Un autre m??lange de gaz de protection, argon hydrog??ne , est utilis?? dans la m??cano-soudure en acier inoxydable de faible ??paisseur, mais parce que l'hydrog??ne peut causer la porosit??, ses utilisations sont limit??es. De m??me, l'azote peut parfois ??tre ajout?? ?? l'argon pour aider ?? stabiliser la aust??nite dans les aciers inoxydables aust??nitique et augmenter la p??n??tration lors du soudage cuivre. En raison de probl??mes de porosit?? dans les aciers ferritiques et des avantages limit??s, cependant, il ne est pas un additif de gaz de protection populaire.
Mat??riels
tungst??ne soudage ?? l'arc sous gaz est le plus couramment utilis?? pour le soudage des aciers inoxydables et des mat??riaux non ferreux tels que l'aluminium et le magn??sium, mais il peut ??tre appliqu?? ?? presque tous les m??taux, ?? l'exception notable de zinc et ses alliages. Ses applications impliquant des aciers au carbone ne est limit?? en raison de restrictions de processus, mais en raison de l'existence de techniques de soudage de l'acier plus ??conomiques, tels que le soudage ?? l'arc m??tallique sous gaz et blind?? soudage ?? l'arc m??tal. En outre, GTAW peut ??tre r??alis??e dans une vari??t?? d'autres plate-de-positions, en fonction de la comp??tence du soudeur et les mat??riaux ?? souder.
Aluminium et de magn??sium
L'aluminium et le magn??sium sont le plus souvent soud??s par courant alternatif, mais l'utilisation de courant continu est ??galement possible, en fonction des propri??t??s souhait??es. Avant le soudage, la zone de travail doit ??tre nettoy?? et peut ??tre pr??chauff?? ?? 175 ?? 200 ?? C (347-392 ?? F) pour l'aluminium ou ?? un maximum de 150 ?? C (302 ?? F) pour des pi??ces de magn??sium d'??paisseur afin d'am??liorer la p??n??tration et la progression vitesse de Voyage. Courant alternatif peut fournir un effet d'auto-nettoyage, enlever l'oxyde mince, aluminium r??fractaire ( saphir) couche qui se forme sur l'aluminium m??tallique quelques minutes d'exposition ?? l'air. Cette couche d'oxyde doit ??tre enlev?? pour le soudage de se produire. Lorsque le courant alternatif est utilis??, ??lectrodes en tungst??ne pur ou ??lectrodes de tungst??ne zirconiated sont pr??f??r??s aux ??lectrodes thori??, que ceux-ci sont plus susceptibles de "cracher" particules d'??lectrode ?? travers l'arc de soudage dans la soudure. Pointes d'??lectrodes Blunt sont pr??f??r??s, et le gaz d'argon pur blindage devraient ??tre utilis??s pour les pi??ces minces. Pr??sentation de l'h??lium permet une plus grande p??n??tration dans les pi??ces plus ??paisses, mais peut faire l'arc commen??ant difficile.
Le courant continu de polarit??, positive ou n??gative, peut ??tre utilis?? pour souder de l'aluminium et de magn??sium ainsi. ?? courant continu avec une ??lectrode charg??e n??gativement (CCEN) permet une grande p??n??tration. L'argon est couramment utilis?? comme gaz de protection pour le soudage de l'aluminium DCEN. Les gaz de protection ?? forte teneur en h??lium sont souvent utilis??s pour la p??n??tration plus ??lev?? dans des mat??riaux plus ??pais. Thori?? ??lectrodes sont appropri??s pour une utilisation dans DCEN soudage de l'aluminium. ?? courant continu avec une ??lectrode charg??e positivement (DCEP) est principalement utilis?? pour les soudures peu profondes, en particulier ceux avec une ??paisseur commune de moins de 1,6 mm (0,063 in). Une ??lectrode en tungst??ne thori?? est couramment utilis??, avec un gaz argon de protection pure.
Aciers
Pour de TIG le carbone et les aciers inoxydables, le choix d'un mat??riau de remplissage est important d'??viter une porosit?? excessive. Oxydes sur le mat??riau de remplissage et de pi??ces doivent ??tre enlev??es avant le soudage pour ??viter la contamination, et imm??diatement avant le soudage, de l'alcool ou de l'ac??tone doit ??tre utilis?? pour nettoyer la surface. Le pr??chauffage ne est g??n??ralement pas n??cessaire pour les aciers doux de moins d'un pouce d'??paisseur, mais aciers faiblement alli??s peut n??cessiter un pr??chauffage de ralentir le processus de refroidissement et de pr??venir la formation de dans la martensite zone affect??e par la chaleur. Les aciers d'outil doivent aussi ??tre pr??chauff??s pour ??viter les fissures dans la zone affect??e par la chaleur. Les aciers inoxydables aust??nitiques ne n??cessitent pas de pr??chauffage, mais martensitiques et de chrome ferritique aciers inoxydables font. Une source d'alimentation DCEN est normalement utilis??, et des ??lectrodes, coniques ?? une pointe ac??r??e thori??, sont recommand??s. Argon pur est utilis?? pour des pi??ces minces, mais l'h??lium peut ??tre introduit comme ??paisseur augmente.
M??taux diff??rents
Soudage des m??taux dissemblables introduit souvent de nouvelles difficult??s ?? TIG soudage, car la plupart des mat??riaux ne fusionnent pas facilement pour former une liaison forte. Cependant, les soudures de mat??riaux diff??rents ont de nombreuses applications dans le secteur manufacturier, les travaux de r??paration, et la pr??vention de la corrosion et l'oxydation. Dans certaines articulations, un m??tal d'apport compatible est choisi pour aider ?? former la liaison, et ce m??tal d'apport peut ??tre le m??me que l'un des mat??riaux de base (par exemple, en utilisant une charge d'acier en m??tal inoxydable, d'acier inoxydable et l'acier au carbone en tant que mat??riaux de base) ou un m??tal diff??rent (tel que l'utilisation d'un m??tal d'apport de nickel pour l'assemblage en acier et fonte). Tr??s diff??rents mat??riaux peuvent ??tre enrob??s ou ??beurr???? avec un mat??riau compatible avec un m??tal d'apport particulier, et ensuite soud??es. En outre, GTAW peut ??tre utilis?? dans ou gaine recouvrant mat??riaux diff??rents.
Lorsque le soudage des m??taux diff??rents, la commune doit avoir un ajustement pr??cis, avec des dimensions et ??cartement correct angles de biseau. Des pr??cautions doivent ??tre prises pour ??viter la fonte excessive mat??riau de base. Courant puls?? est particuli??rement utile pour ces applications, car elle permet de limiter l'apport de chaleur. Le m??tal d'apport doit ??tre ajout??e rapidement, et un grand bain de fusion doit ??tre ??vit??e pour emp??cher la dilution des mati??res de base.
param??tres de soudage
Ind??pendamment de la technologie, l'efficacit?? ou de la variabilit??, ce sont la liste des param??tres qui influent sur la qualit?? et les r??sultats de la soudure. Lorsque ces param??tres sont mal configur??s ou hors de port??e pour l'??quipement ou du mat??riel, cela peut conduire ?? une vari??t?? de probl??mes.
Courant
Trop de courant peut entra??ner des ??claboussures et la pi??ce dommages. Dans les mat??riaux minces, il peut conduire ?? un ??largissement de l'??cart mat??riel. Trop peu de courant peut conduire ?? coller du fil de remplissage. Cela peut ??galement conduire ?? des dommages de la chaleur et une soudure beaucoup plus grande zone touch??e, que des temp??ratures ??lev??es doivent ??tre appliqu??es pour des p??riodes beaucoup plus longues afin de d??poser la m??me quantit?? de mat??riaux de remplissage. Limitation de courant aide ?? pr??venir les ??claboussures lorsque la pointe de tungst??ne entre accidentellement trop pr??s ou en contact avec la pi??ce. Mode de courant fixe la tension varie de fa??on ?? maintenir un courant d'arc constant.
Tension de soudage
Ce peut ??tre fixe ou r??glable en fonction de l'??quipement. Certains m??taux n??cessitent une plage de tension sp??cifique pour ??tre en mesure de travailler
Une tension initiale ??lev??e permet pour faciliter l'initiation de l'arc et permet une plus grande gamme de pointe de travail ?? distance. Une trop grande tension, cependant, peut entra??ner une plus grande variabilit?? de la qualit?? de la pi??ce (en fonction de la distance de la pi??ce et une plus grande variation de la puissance et de la chaleur d??livr??e ?? la zone de travail.
Puls??e-courant, la fr??quence et la forme d'onde
En mode puls?? ?? courant continu, le courant de soudage alterne rapidement entre deux niveaux. L'??tat courant plus ??lev?? est connu que le courant d'impulsion, tandis que le niveau de courant plus faible est appel?? le courant de fond. Au cours de la p??riode d'impulsion de courant, la zone de soudure est chauff??e et la fusion se produit. Apr??s la chute de courant de fond, la zone de soudure, on laisse refroidir et se solidifier. D'impulsions de courant comporte un certain nombre d'avantages, y compris l'apport de chaleur plus faible et par cons??quent une r??duction de la distorsion et le gauchissement de pi??ces minces. En outre, il permet un meilleur contr??le du bain de soudure, et peut augmenter la p??n??tration de la soudure, la vitesse de soudage, et la qualit??. Une m??thode similaire, ??manuel programm??" permet ?? l'op??rateur de programmer un rythme et l'ampleur des variations de courant sp??cifique, ce qui est utile pour des applications sp??cialis??es.
D??bit gaz et composition
Diff??rents gaz de soudage ou de blindage sont disponibles, y compris des m??langes d'argon, de dioxyde de carbone, l'oxyg??ne, l'azote, l'h??lium, l'hydrog??ne, l'oxyde nitrique, l'hexafluorure de soufre et le dichlorodifluorom??thane. Le choix du gaz est sp??cifique aux m??taux de travail et affecte les co??ts de production, la vie de l'??lectrode, la temp??rature de soudure, la stabilit?? de l'arc, la complexit?? de contr??le de soudeur, soudure fondu fluidit??, la vitesse de soudure, ??claboussures. Et surtout, il affecte aussi la soudure finie de la profondeur de p??n??tration sous la surface et du profil, le profil de surface, la composition, la porosit??, la r??sistance ?? la corrosion, la r??sistance, la ductilit??, la duret?? et la fragilit??.
techniques de soudage
Tapoter
La variation de dabber est utilis?? pour placer pr??cis??ment le m??tal de soudure sur les bords minces. Le processus automatique reproduit les mouvements de soudage manuel par l'alimentation d'un fil de remplissage ?? froid dans la zone de soudure et en tamponnant (ou oscillant) dans l'arc de soudage. Il peut ??tre utilis?? en conjonction avec un courant puls??, et est utilis?? pour souder une vari??t?? d'alliages, y compris le titane, le nickel et des aciers ?? outils. Les applications courantes comprennent la reconstruction de phoques dans les moteurs ?? r??action et le renforcement de lames de scie, fraises, forets et lames de la tondeuse.
Vide soudage
Pour les applications industrielles, des r??sultats sup??rieurs peuvent ??tre obtenus en ??liminant les effets des gaz absorb??s ?? la soudure.Cela peut conduire à une oxydation réduit, réduit pièce à usiner portée par la chaleur de convection et de matières solides dissoutes ou en raison de réagir gaz tels que l'oxygène, l'azote et l'hydrogène.