
{kind=link}
soudage ?? l'arc de m??tal ?? gaz
Contexte des ??coles Wikip??dia
Cette s??lection ??coles a ??t?? choisi par SOS Enfants pour les ??coles dans le monde en d??veloppement ne ont pas acc??s ?? Internet. Il est disponible en t??l??chargement intranet. Un lien rapide pour le parrainage d'enfants est http://www.sponsor-a-child.org.uk/

arc m??tallique de gaz (GMAW), parfois appel?? par ses sous-types gaz inerte en m??tal (MIG) ou gaz actif m??tallique (MAG) soudage, est un semi-automatique ou automatique ?? l'arc de soudage processus dans lequel un continu et consommable fil et une ??lectrode le gaz de protection est introduit ?? travers un pistolet de soudage. Une constante tension , source d'alimentation en courant continu est le plus souvent utilis?? avec GMAW, mais constante les syst??mes actuels, ainsi que courant alternatif , peuvent ??tre utilis??s. Il ya quatre principales m??thodes de transfert de m??tal dans GMAW, appel?? globulaire, court-circuit, pulv??risation, et puls?? pulv??risation, dont chacun a des propri??t??s distinctes et avantages correspondants et les limites.
Initialement d??velopp?? pour le soudage de l'aluminium et d'autres mat??riaux non ferreux dans les ann??es 1940, GMAW fut bient??t appliqu??e aux aciers car cela permettait de faible temps de soudage par rapport ?? d'autres proc??d??s de soudage. Le co??t du gaz inerte limit?? son utilisation dans les aciers que plusieurs ann??es plus tard, lorsque l'utilisation de gaz semi-inertes tels que le dioxyde de carbone est devenu commun. D'autres d??veloppements au cours des ann??es 1950 et 1960 ont donn?? le processus plus de polyvalence et, par cons??quent, il est devenu un processus industriel tr??s utilis??. Aujourd'hui, GMAW est proc??d?? de soudage le plus commun industrielle, pr??f??r?? pour sa polyvalence, la rapidit?? et la facilit?? relative de l'adaptation du processus d'automatisation robotique. L' automobile l'industrie en particulier utilise GMAW presque exclusivement. Contrairement aux proc??d??s qui ne emploient pas un gaz de protection, tels que le soudage soudage ?? l'arc m??tallique , il est rarement utilis?? ?? l'ext??rieur ou dans d'autres domaines de la volatilit?? de l'air. Un proc??d?? apparent??, fourr?? de soudage ?? l'arc, ne utilise pas souvent un gaz de protection, ?? la place en utilisant un fil d'??lectrode creux qui est rempli avec flux ?? l'int??rieur.
D??veloppement
Les principes de m??tal de soudure ?? l'arc de gaz ont commenc?? ?? ??tre d??velopp?? au tournant du 19e si??cle, avec Humphry Davy d??couverte de l 'de la arc ??lectrique en 1800. Au d??but, ??lectrodes de carbone ont ??t?? utilis??s, mais ?? la fin des ann??es 1800, des ??lectrodes m??talliques avait ??t?? invent?? par NG et Slavianoff CL Coffin. En 1920, un premier pr??d??cesseur de GMAW a ??t?? invent?? par PO Nobel de General Electric. Il a utilis?? un fil d??nud?? d'??lectrode et courant continu et la tension d'arc utilis?? pour r??guler le d??bit d'alimentation. Il n'a pas utilis?? un gaz de protection pour prot??ger la soudure, que les d??veloppements dans les atmosph??res de soudage ne ont pas eu lieu plus tard cette d??cennie. En 1926, un autre pr??curseur de GMAW a ??t?? lib??r??, mais il ne ??tait pas convenable pour une utilisation pratique.
Ce ne est qu'en 1948 que GMAW a finalement ??t?? d??velopp?? par l'Institut Battelle Memorial. On a utilis?? une ??lectrode de plus petit diam??tre et une source d'alimentation de tension constante, qui a ??t?? d??velopp?? par SE Kennedy. Il a offert un taux de d??p??t ??lev??, mais le co??t ??lev?? de gaz inertes limit?? son utilisation ?? des mat??riaux non-ferreux et des ??conomies de co??ts ne ont pas ??t?? obtenue. En 1953, l'utilisation du dioxyde de carbone comme une atmosph??re de soudage a ??t?? d??velopp??, et il a rapidement gagn?? en popularit?? dans GMAW, depuis qu'il a effectu?? le soudage des aciers plus ??conomique. En 1958 et 1959, la variation ?? court arc de GMAW a ??t?? lib??r??, ce qui a augment?? le soudage polyvalence et fait la soudure des mat??riaux minces possible tout en se appuyant sur de plus petits fils ??lectrodes et les alimentations les plus avanc??s. Il est rapidement devenu la variation GMAW plus populaire. La variation de transfert pulv??risation ?? l'arc a ??t?? d??velopp?? au d??but des ann??es 1960, lorsque les exp??rimentateurs ajout?? de petites quantit??s d'oxyg??ne aux gaz inertes. Plus r??cemment, le courant puls?? a ??t?? appliqu??e, en donnant lieu ?? une nouvelle m??thode appel??e la variation de pulv??risation ?? l'arc puls??.
Comme indiqu??, GMAW est actuellement l'une des m??thodes les plus populaires de soudage, en particulier dans les environnements industriels. Il est largement utilis?? par l'industrie de la t??le et, par extension, l'industrie automobile. L??, le proc??d?? est souvent utilis?? pour faire arc soudage par points, rempla??ant ainsi rivetage ou soudage par points. Il est ??galement populaire dans robot de soudage, dans lequel les robots manipulent les pi??ces et le pistolet de soudage pour acc??l??rer le processus de fabrication. En g??n??ral, il ne est pas appropri?? pour le soudage ?? l'ext??rieur, parce que le mouvement de l'atmosph??re environnante peut dissiper le gaz de protection et de rendre ainsi plus difficile le soudage, tout en diminuant la qualit?? de la soudure. Le probl??me peut ??tre att??nu?? dans une certaine mesure en augmentant la production de gaz de protection, mais cela peut ??tre co??teux et peut ??galement affecter la qualit?? de la soudure. En g??n??ral, les proc??d??s tels que soudage ?? l'arc m??tallique et fourr??s soudage ?? l'arc sont pr??f??r??s pour le soudage ?? l'ext??rieur, ce qui rend l'utilisation de GMAW dans l'industrie de la construction plut??t limit??e. En outre, l'utilisation d'un gaz de protection fait un GMAW impopulaire Proc??d?? de soudage sous l'eau, et pour la m??me raison, il est rarement utilis?? dans les applications spatiales.
??quipement
Pour effectuer m??tal de soudage ?? l'arc gaz, l'??quipement n??cessaire de base est un pistolet de soudage, une unit?? d'alimentation de fil, une alimentation pour soudage, un fil d'??lectrode, et un alimentation du gaz protecteur.
Pistolet de soudage et d??vidoir
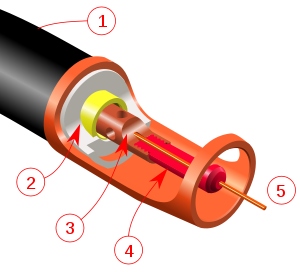

Le type pistolet de soudage MIG a un certain nombre de pi??ces-cl?? d'un interrupteur de commande, une pointe de contact, un c??ble d'alimentation, une buse de gaz, une conduite d'??lectrode et chemise, et un tuyau de gaz. L'interrupteur de commande ou de d??clenchement, lorsqu'il est actionn?? par l'op??rateur, d??clenche l'alimentation en fil, l'??nergie ??lectrique, et le flux de gaz de protection, ce qui provoque un arc ??lectrique destin??e ?? ??tre frapp??e. La pointe de contact, g??n??ralement en cuivre et parfois trait??es chimiquement afin de r??duire les ??claboussures, est reli??e ?? la source de courant de soudage par l'interm??diaire du c??ble d'alimentation et transmet de l'??nergie ??lectrique ?? l'??lectrode tout en le dirigeant vers la zone de soudure. Il doit ??tre solidement fix??s et correctement dimensionn??, car il doit permettre le passage de l'??lectrode tout en maintenant un contact ??lectrique. Avant d'arriver ?? la pointe de contact, le fil est prot??g?? et guid?? par le conduit de l'??lectrode et de la doublure, qui aident ?? pr??venir la d??formation et de maintenir une alimentation de fil ininterrompu. La buse de gaz est utilis?? pour diriger uniform??ment le gaz de protection dans la zone de soudage, si le flux est incompatible, il ne peut pas fournir une protection ad??quate de la zone de soudure. Les grandes buses fournissent un plus grand d??bit de gaz de protection, qui est utile pour les op??rations de soudage ?? courant ??lev??, dans lequel la taille du bain de soudure en fusion est augment??e. Le gaz est fourni ?? la buse par un tuyau de gaz, qui est reli??e ?? des r??servoirs de gaz de protection. Parfois, un tuyau d'eau est ??galement int??gr?? dans le pistolet de soudage, le refroidissement du pistolet dans des op??rations thermiques ??lev??es.
L'unit?? d'alimentation de fil alimente l'??lectrode au travail, la conduite ?? travers le conduit et ?? la pointe de contact. La plupart des mod??les offrent le fil ?? une vitesse d'alimentation constante, mais d'autres machines de pointe peut varier le d??bit d'alimentation en r??ponse ?? la longueur d'arc et de la tension. Certains d??vidoirs peuvent atteindre des taux aussi ??lev??s que 30,5 m / min (1,200 in / min) alimentation, mais les taux d'alimentation semi-automatique pour GMAW varier g??n??ralement de 2 ?? 10 m / min (75 ?? 400 in / min).
Source de courant
La plupart des applications de m??tal de soudage ?? l'arc gaz utilisent une alimentation ?? tension constante. En cons??quence, toute variation de longueur d'arc (qui est directement li??e ?? la tension) entra??ne une grande variation de l'entr??e de courant et la chaleur. Une longueur d'arc plus courte causera un apport de chaleur beaucoup plus grande, ce qui rendra le fil-??lectrode fondre plus rapidement et ainsi restaurer la longueur de l'arc d'origine. Cette aide les op??rateurs ?? garder la longueur d'arc constante m??me lors du soudage manuel avec pistolets de soudage ?? main. Pour obtenir un effet similaire, parfois une source d'alimentation ?? courant constant est utilis?? en combinaison avec une unit?? d'alimentation de fil command?? par tension d'arc. Dans ce cas, un changement de longueur d'arc rend le taux d'alimentation du fil ajuster afin de maintenir une longueur d'arc relativement constante. Dans de rares cas, une source d'alimentation ?? courant constant et d'une unit?? de vitesse d'alimentation du fil constante peuvent ??tre coupl??s, en particulier pour le soudage des m??taux ?? haute conductivit?? thermique, comme l'aluminium. Ce accorde ?? l'op??rateur un contr??le suppl??mentaire sur l'entr??e de chaleur dans la soudure, mais exige des comp??tences importantes pour r??aliser avec succ??s.
Le courant alternatif est rarement utilis?? avec GMAW; ?? la place, on utilise un courant continu et l'??lectrode est g??n??ralement charg?? positivement. Depuis la anode a tendance ?? avoir une concentration sup??rieure ?? la chaleur, il en r??sulte une fusion plus rapide du fil d'alimentation, ce qui augmente la p??n??tration de la soudure et de la vitesse de soudage. La polarit?? peut ??tre invers??e que si les fils sp??ciaux ??missives rev??tu ??lectrodes sont utilis??es, mais puisque ceux-ci ne sont pas populaires, une ??lectrode charg??e n??gativement est rarement employ??e.
??lectrode
Electrode de s??lection est bas??e principalement sur la composition du m??tal soud??, mais aussi de la variation de proc??d?? utilis??, la conception du joint, et les conditions de surface du mat??riau. Le choix d'une ??lectrode influence fortement les propri??t??s m??caniques de la zone de soudure, et est un facteur essentiel dans la qualit?? des soudures. En g??n??ral, le m??tal de soudure fini doit avoir des propri??t??s m??caniques similaires ?? celles du mat??riau de base, avec pas de d??fauts tels que des discontinuit??s, les contaminants entra??n??s, ou porosit??, au sein de la soudure. Pour atteindre ces objectifs une grande vari??t?? d'??lectrodes existent. Toutes les ??lectrodes disponibles dans le commerce contiennent des m??taux d??soxydants tels que du silicium , du mangan??se , du titane et aluminium en petits pourcentages d'aider ?? pr??venir la porosit?? d'oxyg??ne, et quelques-uns contiennent des m??taux tels que le titane d??nitruration et de zirconium afin d'??viter une porosit?? d'azote. En fonction du mat??riau de la variation du processus et de la base utilis??e, les diam??tres des ??lectrodes utilis??es dans GMAW varient g??n??ralement de 0,7 ?? 2,4 mm (0,028 ?? 0,095 in), mais peut ??tre aussi grand que 4 mm (0,16 in). Les plus petites ??lectrodes, en g??n??ral jusqu'?? 1,14 mm (0,045 in) sont associ??s ?? des processus de transfert en court-circuit m??tallique, tandis que les ??lectrodes de pulv??risation de transfert de mode de processus les plus courants sont habituellement d'au moins 0,9 mm (0,035 in).

Gaz de protection
Gaz de protection sont n??cessaires pour l'arc m??tallique de gaz de soudage pour prot??ger la zone de soudage de gaz atmosph??riques tels que l'azote et de l'oxyg??ne , ce qui peut causer des anomalies de fusion, la porosit?? et soudure fragilisation du m??tal si elles entrent en contact avec l'??lectrode, l'arc, ou la soudure m??tal. Ce probl??me est commun ?? tous les proc??d??s de soudage ?? l'arc, mais au lieu d'un gaz de protection, de nombreux proc??d??s de soudage ?? l'arc utilise un mat??riau de flux qui se d??sint??gre en un gaz de protection lorsqu'il est chauff?? ?? des temp??ratures de soudage. Dans GMAW, cependant, le fil d'??lectrode n'a pas de rev??tement de flux, et un gaz de protection s??par?? est utilis?? pour prot??ger la soudure. Ceci ??limine les scories, le r??sidu dur du flux qui se accumule apr??s soudage et doivent ??tre ??br??ch?? pour r??v??ler la soudure termin??e.
Le choix d'un gaz de protection d??pend de plusieurs facteurs, le plus important du type de mat??riau ?? souder et de la variation de proc??d?? utilis??. Des gaz inertes purs tels que l'argon et l'h??lium sont utilis??es uniquement pour le soudage des m??taux non ferreux; avec de l'acier qu'ils ne fournissent pas p??n??tration de la soudure suffisante (argon) ou provoquer un arc erratique et encouragent projections (avec de l'h??lium). Pur dioxyde de carbone , d'autre part, permet de soudures ?? p??n??tration profonde, mais favorise la formation de l'oxyde, ce qui affecte n??gativement les propri??t??s m??caniques de la soudure. Son faible co??t en fait un choix attrayant, mais ?? cause de la violence de l'arc, projections est in??vitable et soudage de mat??riaux minces est difficile. En cons??quence, l'argon et le dioxyde de carbone sont fr??quemment m??lang??s dans un 75% / 25% ?? 90% / 10% de m??lange. En g??n??ral, en court-circuit GMAW, une teneur plus ??lev??e en dioxyde de carbone augmente la chaleur de soudure et l'??nergie lorsque tous les autres param??tres de soudage (V,, du type ?? ??lectrode de courant et de diam??tre) sont maintenues identiques. Lorsque la teneur en dioxyde de carbone augmente de plus de 20%, le transfert de pulv??risation GMAW devient plus probl??matique avec des ??lectrodes minces.
L'argon est ??galement g??n??ralement m??lang?? avec d'autres gaz tels que l'oxyg??ne, l'h??lium, l' hydrog??ne et l'azote. L'addition de jusqu'?? 5% d'oxyg??ne (tels que les concentrations plus ??lev??es de dioxyde de carbone mentionn?? ci-dessus) peut ??tre utile pour le soudage d'acier inoxydable ou des mat??riaux de fine jauge, cependant, dans la plupart des applications du dioxyde de carbone est pr??f??r??. Oxyg??ne accrue rend le gaz de protection oxyder l'??lectrode, ce qui peut conduire ?? une porosit?? dans le d??p??t si l'??lectrode ne contient pas suffisamment de d??soxydants. Des m??langes argon-h??lium sont compl??tement inertes, et peuvent ??tre utilis??s sur des mat??riaux non ferreux. Une concentration d'h??lium de 50% ?? 75% augmente la tension et augmente la chaleur dans l'arc. Des pourcentages plus ??lev??s d'h??lium am??liorent aussi la qualit?? de la soudure et de la vitesse de l'utilisation de courant alternatif pour le soudage de l'aluminium. L'hydrog??ne est parfois ajout?? ?? l'argon en faibles concentrations (jusqu'?? environ 5%) pour le soudage de pi??ces ?? usiner d'??paisseur de nickel et d'acier inoxydable. ?? des concentrations plus ??lev??es (jusqu'?? 25% d'hydrog??ne), il est utile pour le soudage de mat??riaux conducteurs tels que le cuivre. Toutefois, il ne doit pas ??tre utilis?? sur l'acier, l'aluminium ou du magn??sium en raison du risque de porosit?? d'hydrog??ne. En outre, l'azote est parfois ajout?? ?? l'argon ?? une concentration de 25% -50% pour souder le cuivre, mais l'utilisation de l'azote, en particulier en Am??rique du Nord , est limit??e. M??langes de dioxyde de carbone et l'oxyg??ne sont de m??me rarement utilis??s en Am??rique du Nord, mais sont plus fr??quentes dans l'Europe et le Japon .
Blindage m??langes de gaz de trois ou plusieurs gaz sont ??galement disponibles. pr??tendant am??liorer la qualit?? de la soudure. Des m??langes d'argon, de dioxyde de carbone et l'oxyg??ne sont commercialis??s pour le soudage des aciers. D'autres m??langes d'ajouter une petite quantit?? d'h??lium ?? des combinaisons argon-oxyg??ne, ces m??langes permettent seraient plus ??lev??s tensions d'arc et de la vitesse de soudage. L'h??lium est ??galement parfois utilis??e en tant que gaz de base, avec de faibles quantit??s d'argon et de dioxyde de carbone ajout??. En outre, d'autres m??langes sp??cialis??s et souvent propri??taires gaz pr??tendent encore plus d'avantages pour des applications sp??cifiques.
Le taux souhaitable d'??coulement du gaz d??pend principalement de la g??om??trie de soudure, la vitesse, le courant, le type de gaz et le mode de transfert de m??tal est utilis??e. Soudage des surfaces planes n??cessite un d??bit plus ??lev?? que le soudage des mat??riaux rainur??s, puisque le gaz se disperse plus rapidement. Des vitesses de soudage plus rapides signifient que plus de gaz doit ??tre fournie pour assurer une couverture ad??quate. En outre, un courant plus ??lev?? n??cessite une plus grande circulation, et g??n??ralement, plus l'h??lium est n??cessaire pour assurer une couverture ad??quate de l'argon. Peut-??tre plus important encore, les quatre principales variations de GMAW ont diff??rentes blindage flux de gaz-exigences pour les petits bassins de soudure de court-circuit et les modes de pulv??risation puls??s, environ 10 L / min (20 pi?? / h) est g??n??ralement appropri??e, tandis que pour le transfert globulaire, environ 15 L / min (30 pied cube / h) est pr??f??r??. La variation de transfert de pulv??risation n??cessite normalement plus en raison de son apport de chaleur plus ??lev??e et donc plus grand bassin de soudure; le long des lignes de 20 ?? 25 L / min (40 ?? 50 pied cube / h).
Op??ration

Dans la plupart de ses applications, soudage ?? l'arc m??tallique de gaz est un processus assez simple de soudage ?? apprendre, ne n??cessitant pas plus d'une semaine ou deux ?? ma??triser la technique de soudage de base. M??me lorsque le soudage est effectu?? par des op??rateurs bien form??s, cependant, la qualit?? de la soudure peut varier, car il d??pend d'un certain nombre de facteurs externes. Et tout GMAW est dangereuse, mais peut-??tre moins que d'autres proc??d??s de soudage tels que soudage ?? l'arc m??tallique .
Technique
La technique de base pour GMAW est assez simple, car l'??lectrode est aliment??e automatiquement par la torche. En revanche, dans Soudage TIG , le soudeur doit g??rer une torche de soudage dans une main et un fil de remplissage s??par??e dans l'autre, et en soudage ?? l'arc m??tallique, l'op??rateur doit fr??quemment se ??caille scories et changer les ??lectrodes de soudure. GMAW exige seulement que l'op??rateur de guider le pistolet de soudage avec la position et l'orientation correcte le long de la zone ?? souder. Garder un contact constant pointe au travail ?? distance (la distance de port??e terminale) est important, car une distance de port??e terminale longue peut causer l'??lectrode ?? surchauffer et sera ??galement perdre le gaz de protection. La distance port??e terminale varie pour les diff??rents processus et applications de soudure GMAW. Pour le transfert de court-circuit, la port??e terminale est g??n??ralement 1/4 de pouce ?? 1/2 pouce, pour le transfert de pulv??risation de la port??e terminale est g??n??ralement 1/2 pouce. La position de l'extr??mit?? de la pointe de contact et la buse de gaz sont li??s ?? la distance de port??e terminale et varie ??galement avec le type de transfert et d'application. L'orientation du pistolet est ??galement important, il doit ??tre tenu de mani??re ?? couper en deux l'angle entre les pi??ces ?? usiner; ce est-?? 45 degr??s pour une soudure d'angle et 90 degr??s pour le soudage d'une surface plane. L'angle de Voyage ou angle d'attaque est l'angle de la torche par rapport ?? la direction de Voyage, et il devrait rester g??n??ralement sensiblement verticale. Toutefois, l'angle change souhaitables quelque peu en fonction du type de gaz de protection utilis??, avec des gaz inertes purs, le fond de la torche est pas souvent l??g??rement en avant de la section sup??rieure, tandis que l'oppos?? est vrai lorsque l'atmosph??re de soudage est du dioxyde de carbone.
Qualit??
Deux des probl??mes de qualit?? les plus r??pandues dans GMAW sont crasses et porosit??. Si ne est pas contr??l??e, ils peuvent conduire ?? plus faible, moins soudures ductiles. Crasses est un probl??me particuli??rement fr??quente chez les soudures aluminium GMAW, normalement provenant de particules d'oxyde d'aluminium ou du nitrure d'aluminium pr??sent dans les mat??riaux d'??lectrodes ou de base. ??lectrodes et pi??ces doivent ??tre bross??es avec une brosse m??tallique ou trait??s chimiquement pour ??liminer les oxydes sur la surface. De pr??f??rence de l'oxyg??ne en contact avec le bain de soudure, que ce soit ?? partir de l'atmosph??re ou le gaz de protection, les causes et l'??cume. Par cons??quent, un ??coulement suffisant de gaz de protection inerte est n??cessaire, et la soudure ?? l'air volatil doit ??tre ??vit??e.
Dans GMAW la principale cause de la porosit?? est pi??geage de gaz dans le bain de soudure, qui survient lorsque le m??tal se solidifie avant que les fuites de gaz. Le gaz peut provenir d'impuret??s contenues dans le gaz de protection ou sur la pi??ce ?? usiner, ainsi que d'un arc trop longue ou violent. G??n??ralement, la quantit?? de gaz pi??g?? est directement li??e ?? la vitesse de refroidissement du bain de soudure. En raison de sa plus ??lev??s conductivit?? thermique, soudures en aluminium sont particuli??rement sensibles ?? de plus grandes vitesses de refroidissement et de la porosit?? ainsi suppl??mentaire. Pour la r??duire, la pi??ce et l'??lectrode doivent ??tre propres, la vitesse de soudage diminu?? et l'ensemble actuel suffisamment ??lev??e pour fournir l'apport de chaleur suffisante et transfert de m??tal stable, mais suffisamment faible pour que l'arc reste stable. Le pr??chauffage peut ??galement aider ?? r??duire la vitesse de refroidissement, dans certains cas, en r??duisant le gradient de temp??rature entre la zone de soudage et le mat??riau de base.
S??curit??
M??tal gaz soudage ?? l'arc peut ??tre dangereux si les pr??cautions ad??quates ne sont pas prises. Depuis GMAW utilise un arc ??lectrique, soudeurs portent v??tements de protection, y compris lourde cuir des gants et vestes de protection ?? manches longues, d'??viter l'exposition ?? la chaleur et les flammes extr??me. En outre, la luminosit?? de l'arc ??lectrique peut causer arc oeil, dans lequel la lumi??re ultraviolette provoque l'inflammation de la corn??e et peut br??ler les r??tines des yeux. Casques avec plaques frontales sombres sont port??s afin de pr??venir ce risque, et ces derni??res ann??es, de nouveaux mod??les de casques ont ??t?? produites qui disposent d'un cristal liquide plaque de face de type que l'auto-assombrit lors de l'exposition ?? des quantit??s ??lev??es de la lumi??re UV. Rideaux de soudure transparent, en un film de chlorure de polyvinyle plastique, sont souvent utilis??s pour prot??ger les travailleurs et les personnes pr??sentes ?? proximit?? de l'exposition ?? la lumi??re UV de l'arc ??lectrique.
Les soudeurs sont ??galement souvent expos??s ?? des gaz dangereux et la mati??re particulaire. GMAW produit fum??e contenant des particules de diff??rents types de oxydes, et la taille des particules en question a tendance ?? influencer le la toxicit?? des fum??es avec des particules plus petites pr??sentant un plus grand danger. En outre, le dioxyde de carbone et l'ozone gaz peut se av??rer dangereux si la ventilation est inad??quate. En outre, parce que l'utilisation de gaz comprim??s dans GMAW pose un risque d'explosion et d'incendie, quelques pr??cautions communes comprennent limiter la quantit?? d'oxyg??ne dans l'air et de garder les mat??riaux combustibles loin du lieu de travail. Alors que la porosit?? r??sulte habituellement de la contamination atmosph??rique, gaz trop de blindage a un effet similaire; si le d??bit est trop ??lev??, il peut cr??er un vortex qui aspire l'air environnant, contaminant ainsi le bain de soudure en refroidissant. La production de gaz devrait se faire sentir (comme une brise fra??che) sur une main s??che mais pas assez pour cr??er aucune pression notable, ce qui ??quivaut ?? entre 20-25 psi (de l'acier doux et inoxydable). Au-dessus de 26 volts au d??bit de gaz doit ??tre augment??e l??g??rement depuis la piscine de soudure prend plus de temps pour refroidir. Comme un facteur qui est souvent ignor??, de nombreux d??bitm??tres sont jamais ajust??s et typiquement circulent entre 35-45 psi. Une r??duction saine de gaz ne affectera pas la qualit?? de la soudure, permettra d'??conomiser de l'argent sur le gaz de protection et de r??duire la vitesse ?? laquelle le r??servoir doit ??tre remplac??.
modes de transfert de m??tal
Globulaire
GMAW avec transfert de m??tal globulaire est souvent consid??r?? comme le plus ind??sirable des quatre grandes variations GMAW, en raison de sa tendance ?? produire de la chaleur, une surface de soudure pauvres, et ??claboussures. La m??thode a ??t?? d??velopp??e ?? l'origine comme un moyen rentable de souder l'acier avec GMAW, que cette variation ne utilise du dioxyde de carbone, un gaz de protection moins cher que l'argon. Ajoutant ?? son avantage ??conomique ??tait son taux de d??p??t ??lev??, permettant des vitesses de soudage jusqu'?? 110 mm / s (250 / min). Comme la soudure est r??alis??e, une boule de m??tal fondu ?? partir de l'??lectrode tend ?? se accumuler sur l'extr??mit?? de l'??lectrode, souvent dans des formes irr??guli??res avec un diam??tre plus grand que l'??lectrode elle-m??me. Lorsque la gouttelette se d??tache enfin soit par gravit?? ou un court-circuit, il incombe ?? la pi??ce, laissant une surface in??gale et causant souvent des projections. En raison de la grande gouttelette fondu, le proc??d?? est g??n??ralement limit?? ?? des positions de soudage plane et horizontale. La grande quantit?? de chaleur produite est ??galement un inconv??nient, car il oblige le soudeur ?? utiliser un fil d'??lectrode plus grande, augmente la taille du bain de fusion, et provoque de plus grandes contraintes r??siduelles et de la distorsion dans la zone de soudure.
Un court-circuit
D'autres d??veloppements dans le soudage des aciers avec GMAW conduit ?? une variation connue sous le nom de court-circuit ou de court-arc GMAW, dans lequel le dioxyde de carbone prot??ge la soudure, le fil d'??lectrode est plus faible, et le courant est plus faible que pour la m??thode globulaire. En cons??quence du courant inf??rieur, l'apport de chaleur pour la variation ?? court arc est r??duite, ce qui permet de souder des mat??riaux plus minces, tout en diminuant la quantit?? de d??formation et la contrainte r??siduelle dans la zone de soudure. Comme dans la soudure globulaire, gouttelettes fondues se forment ?? la pointe de l'??lectrode, mais au lieu de tomber ?? la piscine de soudure, ils combler l'??cart entre l'??lectrode et le bain de soudure en raison de la vitesse d'alimentation de fil plus. Cela provoque un court-circuit et l'arc se ??teint, mais elle est rapidement relanc?? apr??s la tension de surface du bain de soudure tire la bille de m??tal fondu ?? la pointe de l'??lectrode. Ce processus est r??p??t?? ?? environ 100 fois par seconde, ce qui rend l'arc appara??t constante ?? l'oeil humain. Ce type de transfert de m??tal fournit une meilleure qualit?? de la soudure et inf??rieure ?? la variation de projections globulaire, et permet pour le soudage en toutes positions, mais avec plus lent d??p??t de mat??riau de soudure. R??glage des param??tres du proc??d?? de soudure (volts, amp??res et taux d'alimentation du fil) dans une bande relativement ??troite est essentielle pour maintenir un arc stable: en g??n??ral moins de 200 amp??res et 22 volts pour la plupart des applications. Comme la variation globulaire, il ne peut ??tre utilis?? sur les m??taux ferreux.
Vaporiser
Vaporiser transfert GMAW ??tait la premi??re m??thode de transfert de m??tal utilis?? dans GMAW, et bien adapt?? ?? soudage de l'aluminium et l'acier inoxydable, tout en utilisant un gaz inerte de protection. Dans ce processus de soudage MIG, l'??lectrode m??tal de soudure est rapidement pass?? le long de l'arc ??lectrique stable de l'??lectrode ?? la pi??ce, ??liminant essentiellement projections et r??sultant dans une finition de soudure de haute qualit??. Comme les augmentations courant et de tension au-del?? de la gamme de court-circuit transf??rer les ??lectrodes de soudure transitions de transfert de m??tal ?? partir de grands globules ?? travers de petites gouttelettes dans un flux vaporis?? aux plus hautes ??nergies. Depuis cette vaporis?? transfert par pulv??risation variante du proc??d?? de soudage GMAW n??cessite une tension plus ??lev??e et un courant de court transfert de circuit, et ?? la suite de l'apport de chaleur plus ??lev??e et plus grande surface de bain de fusion (pour un diam??tre de l'??lectrode de soudage donn??e), il est g??n??ralement utilis?? que sur pi??ces d'??paisseurs sup??rieures ?? environ 6,4 mm (0,25 po). En outre, en raison du grand bain de fusion, il est souvent limit??e ?? des postes de soudage plane et horizontale et parfois ??galement utilis?? pour les soudures verticales descendantes. Il ne est g??n??ralement pas pratique pour les soudures de passe root. Quand une ??lectrode plus petite est utilis??e en conjonction avec l'apport de chaleur plus faible, augmente sa polyvalence. Le taux de d??p??t maximal pour l'arc de pulv??risation GMAW est relativement ??lev??; environ 60 mm / s (150 in / min).
Puls?? pulv??risation
Une m??thode plus r??cemment mis au point, le mode de transfert de m??tal par pulv??risation d'impulsion est bas??e sur les principes de transfert par pulv??risation, mais utilise un courant puls?? pour faire fondre le fil d'apport et permettre ?? une petite gouttelette fondue de tomber ?? chaque impulsion. Les impulsions permettent le courant moyen soit inf??rieur, ce qui diminue l'entr??e globale de la chaleur et diminuer ainsi la taille du bain de soudure et la zone affect??e par la chaleur tout en permettant de souder des pi??ces minces. L'impulsion fournit un arc stable et pas de projections, car aucun court-circuit a lieu. Cela rend ??galement le proc??d?? appropri?? pour presque tous les m??taux, et plus ??pais fil ??lectrode peut ??tre utilis??e aussi bien. Le bain de fusion inf??rieure donne la variation plus grande polyvalence, permettant de souder dans toutes les positions. Par rapport ?? arc court GMAW, ce proc??d?? pr??sente une vitesse un peu plus lente maximale (85 mm / s ou 200 in / min) et le processus exige ??galement que le gaz de protection soit principalement de l'argon avec une faible concentration en dioxyde de carbone. En outre, il n??cessite une source d'alimentation sp??ciale capable de fournir des impulsions de courant avec une fr??quence comprise entre 30 et 400 impulsions par seconde. Cependant, le proc??d?? a gagn?? en popularit??, car elle n??cessite un apport de chaleur plus faible et peut ??tre utilis?? pour souder des pi??ces minces, ainsi que des mat??riaux non ferreux.